

今回は、コンベア用のギヤモータの状態調査および更新作業です。
まず初めの打診は、「コンベア用のモータが、通電はしているのにスイッチを入れても動かない」というものでした。
また、問題の機器を送付していただけるとの事です。
機器の調査
同業者かと思ってしまうほど、完璧な梱包状態で送っていただきました。
まずは、絶縁抵抗値を測定。


三相共に0MΩでした(コイル的に絶望的な可能性が高い)。
次に、手回ししてみようと外扇ファンカバーを外しましたが(変速機付きなので出力側からは手回し不能)、全くの固着状態です(機械回転体的に完全破損の可能性が高い)。
では、中を見ようと反負荷側のブラケットを緩めているとモータ内部から液体が。


詳しい成分までは解りませんが、水と油の模様です。
これはまずいかもしれないと思いつつ、おもむろに減速機側のドレンを開けてみると、そこは想像以上の状態に。
この減速機はグリス潤滑のはずですが、水と油交じりのヘドロ状態。
直感的に「絶望的」だと思いました。
気を取り直して、モータ内部を見てみることにしたのですが、通常の分解順序でどうしても外れない。
この中で何が起こっているのでしょうか?
そこで、通常の順序とは違いますが、コイルを先に外してみたところ、内部が錆々の状態です。
この錆のせいでローターが抜けなかった模様。
やっとの思いでローターを抜き、よくよく確認してみると、まさかのオープンベアリングです。


これでは、運転時間数時間でロックしてもおかしくありません。
ましてや、ギヤボックスとモータの間のオイルシールが機能しておらず、モータ内にグリスと水(どこからどういった経緯で侵入したかは不明)が回り込んでいるので絶望的です。
そして、ギヤボックスを開けると、内部はグリスの片りんは残ってますが、ほぼほぼヘドロ状態。
これではギヤの潤滑はできません。
ギヤの歯面に損傷はないので、こちらは洗浄&消耗部品交換でなんとかなりそうですが、グリス室内部のベアリングとして、シールドベアリングが入っています。
これは、考えられない状態です。

通常、オイル室やグリス室内はオープンベアリングで、空気の部屋の中がシールドベアリングです。
この辺りは過去整備履歴などの問題があり、一概に掘り起こすことが正しいとは限らないので、事実のみ報告させていただきました。
さて、機械的には復旧できそうですが、電気的にはどうでしょうか。


オイルが回って、コイルのワニス処理がかなり厳しそうです。
やはり、厳しそうです。
コイルのワニスが溶けて、外面に転化しています。
これでは、コイルのワニスが十分に残っている可能性は低いです。

十分に乾燥させもう一度絶縁抵抗値測定です。


残念ながら、0MΩです。
これは、三相誘導モータが絶対に起動しない数値です。
通常は100MΩ以上(100M以上は記載しません)が多く、理論値では1MΩ以上あれば起動可能です。
ただし、あくまで理論値です。
10~15MΩ以上はないと、スムーズな起動は無理だと思っていいと思います。
水中ポンプなどで長期停止していた場合で、冷水に浸っている場合は若干違いますが、あくまで一般的な陸上ポンプの判断です。
大型で高額なモータの場合、コイルの巻き替えも行いますが、このサイズの場合は巻き替え代金の方が高くなってしまうので、交換決定となってしまいます。
勿論、代替が不可能な機器であったり、交換ができない場合、巻き替えは可能です。
ただし、このギヤモータは汎用品で非常に多く流通していることもあり、安価で手に入ることから、修理はお勧めできないのです。
そのような点を、点検報告書としてご提示し、更新の見積もりをさせていただきました。
よくあるお話ですが、「修理をしたらどのくらいになるのでしょう?差額を上に報告しないと更新は難しいので……」というお問い合わせもいただきますので、修理をした場合のお見積もりも併せて行いました。
ちなみに、今回算出した修理の場合のお見積もり額は、交換する場合のほぼ倍となりました。
以上の流れの結果、先方の決済がおり、更新の作業を行うこととなりました。
更新作業
これからは、実際の更新作業の説明となります。
まずは新規ギヤモータの搬入です(ピニオンギヤは移植です)。
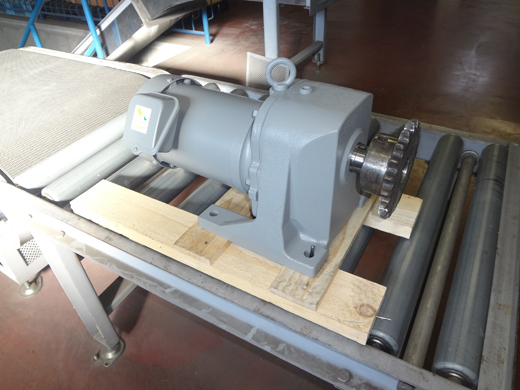
取付寸法の互換性も全て調査済みです。
ギヤモータを据付けて、結線です。
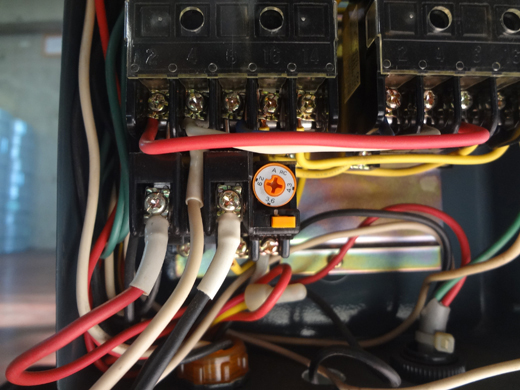
可逆電磁開閉器の内部接点の老朽化なども全てチェックし、IE3モータに変更したため、サーマルレンジも調整しました。

駆動チェーンはほこりによる汚れが著しく、動作も滑らかでないため、グリスアップしてから設置です。
スプロケットの芯出しを0.1mm以内で調整し、チェーンを取り付けます。
試運転前にネバーシーズグリス(かじり防止効果のあるモリブデングリス)を塗布します。


ここまでの作業を終えた段階で試運転を行います。
もちろん、正回転・逆回転の双方を確認し、その切り替え状態、発停時の挙動・ハンチングの有無も確認します。
そして、電流値を三相全て計って、終了です。

三相誘導モータでは、一相のみ計っても状態判断としては不十分です。
必ず、三相全てを計り、相間差が大きすぎないことを確認することが正しい状態判断となります。
これは、発生電流値が定格内であることと、相間差が許容内であることから、機械的・仕事量的・電気的に問題が無いことを確認しています。
機械的には問題が無くても、電気的に問題があった場合、機械が非常に短命になってしまったり、最悪は火災が発生する可能性があるためです。
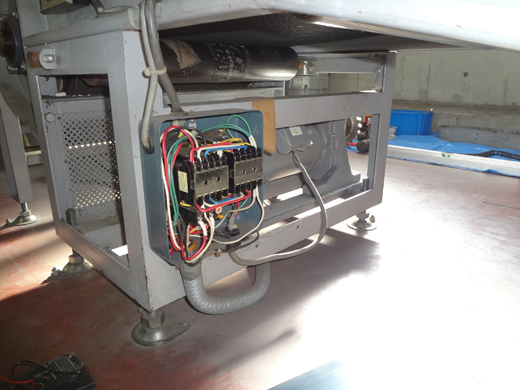
施工完了

施工完了です。
様々な確認事項から、これまでの使用頻度で考えても、向こう10年は問題なく動いてくれると思われます。
このように、それぞれの構造の機械に対する基礎知識と経験、そして電気的な知識は双方ともに非常に重要です。
私は電気の専門家ではないため、解らないことも発生します。
そのような場合は、協力業者の電気専門業者に打診することもしばしばです。
また、その電気専門業者からの機械的な見地の質問をいただくこともあります。
このように、他業種交流を絶やさず、見識を広く持って常に学び続けていくことが大事だと考えています。