

近隣の金属加工業のお客様からお問い合わせをいただきました。
「旋盤の主軸にガタが発生し、加工精度が低下して困っているので直して欲しい」とのご依頼です。
作業前所見
早速訪問して旋盤を拝見したところ、電話でお聞きしたとおり主軸にガタが発生していました。
幸い小型の旋盤だったため、トラックに載せて持ち帰り、修理することになりました。
汎用旋盤は、現在国内ではほとんど生産されなくなり、NC旋盤や複合旋盤に置き換えられつつあります。
ただ、生産現場ではちょっとした加工などはNC旋盤より汎用旋盤のほうが使い勝手が良い場合があります。
茂呂製作所の加工部門でも多くの旋盤が現在も活躍しています。

今回の旋盤ですが、小型サイズで生産数も多い機種のようです。
丁寧に使われていたようで、主軸以外の刃物台やベットなどの部分は良好な状態で、今後も長く使えそうです。
構造的にガタが発生するのは、「主軸に使われているベアリングの磨耗」か「主軸自体の磨耗」が考えられます。
通常はベアリングの磨耗が大半ですので、概算の作業費をお伝えし了承をいただきました。
作業工程
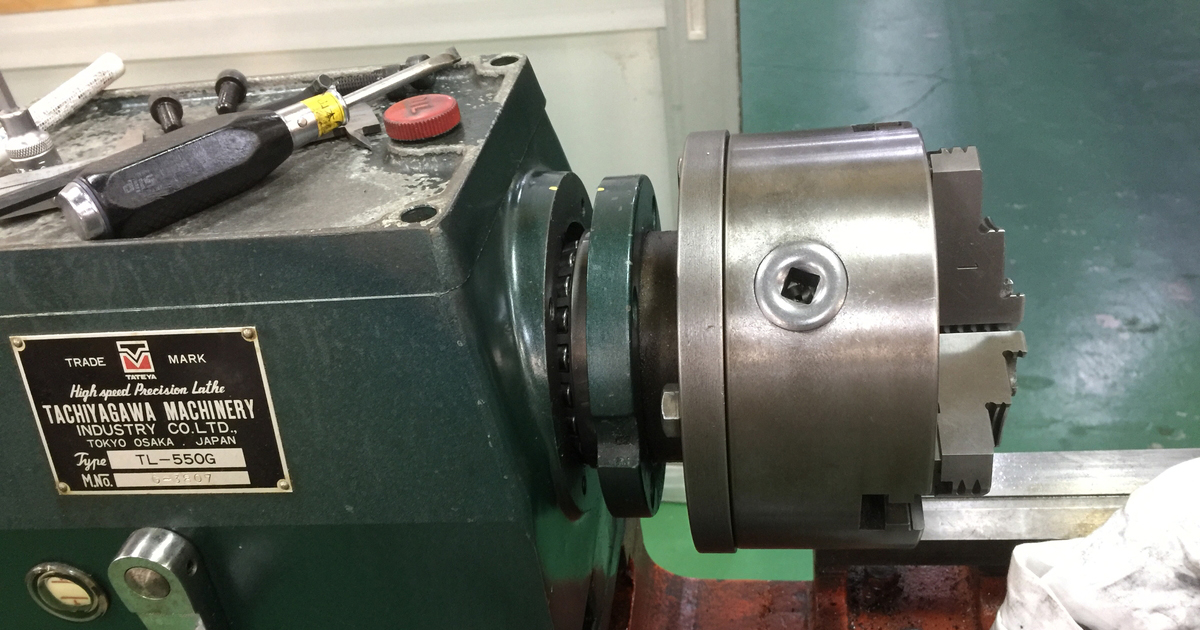
今回の修理対象の旋盤になります。2トントラックに楽々乗るサイズでした。
まずはある程度分解し、磨耗した部品を調べていきます。
主軸周辺を簡単に確認します。
写真では分かりませんが、旋盤内のギヤオイルを抜いてから作業をしています。
そうしないとオイルが床にあふれ大変なことになります。


小型旋盤のため、人力のみで分解できました。
ちなみに、大型の旋盤の場合はクレーンを使います。
バランスを取りながら抜くため、とてもハードルが高い作業となります。


さて、主軸の両端を支えているのはテーパーローラーベアリングでした。
円すいころ軸受とも呼ばれるベアリングで、ラジアル加重(※1)とスラスト荷重(※2)の両方を受けられる特徴を持ちます。
※1ラジアル加重は軸に直角(径方向)です。
※2スラスト軸受は軸と平行な荷重です。


片側は比較的簡単に抜けましたが、もう一方は精度良く組み合わされているためそのままでは抜けません。
そこでベアリングをあぶって膨張させ、抜き取ることにしました。
今回はバーナーであぶっています。
ベアリングは抜き取ると傷むため、当社は原則として都度新品にしています。


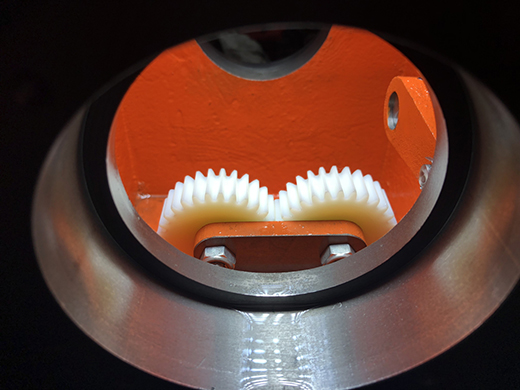
主軸が抜けたので、その周辺部品も確認していきます。
今回は、周辺のギヤユニット等に異常はありませんでした。

さて、ここから組立に入りますが、元に戻せばよいという単純なものではありません。
テーパーローラーベアリングは、適切な締め加減(プリロード)が必要です。
これはベアリングを留めているネジ部の締め付け加減で調整します。
写真のプーリーの上に載っているのが調整ネジになります。
隙間が大きすぎる(プリロードが弱い)場合は、ガタが早期に発生してベアリング寿命を低下させます。
隙間が小さすぎる(プリロードが強すぎる)場合は、摩擦抵抗が大きくなりすぎ熱の発生と磨耗が早く進行するため、同じくしベアリング寿命を低下させます。
したがって、ちょうど良いという値に調整しなければなりません。
今回も担当者が悩みながら、ベストの締め加減を決定しました。

その後、長時間の試運転をおこないベアリングのなじみを確認しました。
最後に再度主軸のガタとベアリング部の発熱がないことを確認して納品となりました。
主軸が正常になったことで、加工精度も元に戻すことができました。
もとが日本製のしっかりした機械なので、今後も長く使っていただけると思います。
ワンポイントアドバイス
ベアリングの異常(異音や発熱など)が人間の感覚で感じられるレベルになると、すでに寿命となっている場合が多いです。
そのまま放置すると、ベアリングだけでなく、その軸やベアリングの外周がはまっている部分の破損にもつながります。
異常を感じたら早期に対応したほうがその分費用も低くなります。
茂呂製作所は多くの機械修理を通じて、様々なベアリングの抜き取りから調整までのノウハウがあります。
まずはお気軽にご相談ください。